

As manufacturing and distribution operations continue to scale, companies are under increasing pressure to move products faster, reduce labor dependency, and maintain consistent output across production lines. One of the most effective ways to achieve these goals is through automated palletizing systems, particularly Palletizers in Industrial Automation.
Palletizers have become a critical part of modern industrial automation by streamlining the process of stacking products onto pallets for storage, transportation, or distribution. From food processing facilities and agricultural operations to consumer packaged goods and warehouse logistics, palletizing automation, especially Palletizers in Industrial Automation, helps manufacturers improve throughput while reducing repetitive manual labor.
Modern palletizing systems are no longer limited to simple repetitive motion. Today’s robotic palletizers combine advanced robotics, intelligent controls, conveyor integration, and vision systems to create highly flexible automation solutions capable of handling a wide range of products and packaging formats, which include Palletizers in Industrial Automation.
As production demands continue to increase and labor challenges persist across industries, automated palletizers, particularly Palletizers in Industrial Automation, are becoming essential tools for building efficient and scalable operations.
What Is a Palletizer?
A palletizer is an automated system designed to organize and stack products onto pallets in a consistent pattern. These systems replace manual pallet stacking processes, improving speed, accuracy, and workplace safety.
Palletizers are commonly used to handle:
- Boxes and cartons
- Bags and sacks
- Cases and trays
- Bottles and containers
- Consumer packaged goods
- Agricultural products
- Industrial materials
The system receives products from conveyors or packaging equipment, arranges them into a programmed pattern, and places them onto a pallet layer by layer until the pallet is complete.
Once finished, the pallet can be automatically transferred for wrapping, storage, or shipment.
Types of Palletizing Systems
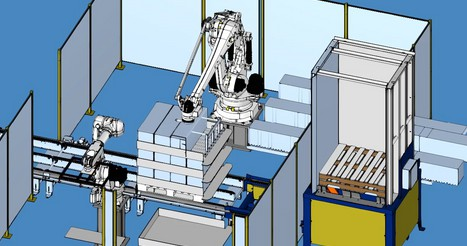
Robotic Palletizers in Industrial Automation
Robotic palletizers are among the most flexible and widely used palletizing solutions in modern palletizers in industrial automation.
These systems typically use 6-axis industrial robots equipped with custom end-of-arm tooling to pick and place products onto pallets.
Robotic palletizers offer several advantages, including:
- Flexible pallet patterns
- Multiple product handling capabilities
- Easier changeovers
- Compact system layouts
- Scalability for future growth
Because of their versatility, robotic palletizers are commonly used in facilities handling multiple SKUs or changing product formats.
Conventional Palletizers
Conventional palletizers use mechanical systems such as sweep bars, layer-forming conveyors, and elevators to stack products in predefined patterns.
These systems are often used in very high-speed operations where product consistency is predictable and pallet configurations rarely change.
Conventional palletizers are commonly found in:
- Beverage production
- High-volume packaging operations
- Large-scale manufacturing facilities
While highly efficient for certain applications, they generally offer less flexibility than robotic systems.
Gantry Palletizers
Gantry palletizers use overhead Cartesian or gantry-style robotic systems to move products across large work areas and are widely used palletizers in industrial automation
These systems are ideal for:
- Heavy products
- Large pallet configurations
- Multi-line palletizing operations
- High payload applications
Because of their rigid structure and extended work envelope, gantry systems are often used in industrial environments requiring large-scale handling capabilities.
Benefits of Automated Palletizing
Increased Throughput
One of the primary reasons manufacturers invest in palletizing automation is increased production efficiency.
Automated palletizers can operate continuously with consistent cycle times, helping facilities maintain higher throughput while reducing bottlenecks at the end of the production line.
Unlike manual palletizing, robotic systems maintain stable performance over long production runs without fatigue-related slowdowns or inconsistencies.
This allows manufacturers to:
- Increase production capacity
- Improve line efficiency
- Reduce downtime
- Support multi-shift operations
- Maintain continuous product flow
High-speed palletizing systems can handle dozens of cases per minute depending on product type and system configuration.
Improved Workplace Safety
Manual palletizing often involves repetitive lifting, bending, and twisting motions that can lead to worker fatigue and injury over time.
Automating these processes helps improve workplace safety by reducing employee exposure to physically demanding tasks.
Palletizers are especially valuable in applications involving:
- Heavy products
- High production volumes
- Repetitive lifting
- Fast-moving production lines
By automating repetitive handling tasks, facilities can reduce injury risk while allowing workers to focus on higher-value operational responsibilities.
Consistent Pallet Quality
Proper pallet construction is critical for safe transportation and storage.
Automated palletizers create consistent pallet patterns with accurate product placement, helping improve load stability and reduce product damage during shipping.
Benefits include:
- Uniform pallet builds
- Improved stack stability
- Reduced shifting during transport
- Better warehouse storage efficiency
- Lower product damage rates
Consistent pallet quality also improves downstream automation performance in warehouses and distribution centers.
Reduced Labor Dependency
Labor shortages continue to impact manufacturing and distribution operations across many industries.
Palletizing automation helps facilities reduce reliance on manual labor for repetitive handling tasks while maintaining stable production output.
Automation does not eliminate the need for skilled employees—it allows workers to focus on roles requiring oversight, troubleshooting, quality control, and operational management rather than repetitive physical tasks.
Key Components of a Palletizing System
Industrial Robots
Most robotic palletizers rely on 6-axis industrial robots capable of handling various payload capacities and pallet configurations.
These robots provide:
- Flexible movement
- Multi-product handling
- Precise placement accuracy
- High repeatability
Robot selection depends on product weight, throughput requirements, and pallet layout complexity.
End-of-Arm Tooling (EOAT)
The end-of-arm tooling is the component attached to the robot that interacts directly with the product.
Common tooling options include:
- Vacuum grippers
- Clamp-style grippers
- Fork tooling
- Bag handling tools
- Multi-case handling systems
Proper EOAT design is critical for handling reliability, cycle time performance, and product protection.
Conveyor Systems
Conveyors transport products into and out of the palletizing cell while coordinating flow between upstream packaging equipment and downstream warehouse operations.
Conveyor integration may include:
- Product spacing control
- Orientation management
- Accumulation zones
- Pallet transfer systems
Well-designed conveyor layouts improve overall system efficiency and throughput consistency.
Vision Systems
Advanced palletizing systems increasingly incorporate machine vision technologies.
Vision systems can:
- Identify product orientation
- Verify pallet alignment
- Detect misplaced products
- Guide robotic picking
- Support mixed-product palletizing
Vision integration improves flexibility while reducing the need for manual product staging.
Common Palletizing Applications
Food and Beverage
Food and beverage manufacturers rely heavily on palletizing automation due to high production volumes and fast packaging lines.
Applications may include:
- Beverage cases
- Bottled products
- Cartons and trays
- Frozen food packaging
- Dairy products
Automation helps maintain continuous flow while improving pallet consistency.
Agriculture and Egg Processing
Agricultural operations frequently use palletizers for handling packaged produce, feed products, and egg cartons.
Automated palletizing improves efficiency while helping reduce product handling damage in delicate packaging environments.
Consumer Packaged Goods (CPG)
CPG manufacturers often manage multiple product formats and packaging configurations.
Robotic palletizers provide flexibility for:
- SKU changes
- Promotional packaging
- Mixed product lines
- Seasonal production shifts
This adaptability makes robotic automation particularly valuable in fast-changing production environments.
Warehousing and Distribution
Distribution centers use palletizing systems to prepare products for shipment efficiently and consistently.
Automation improves:
- Order preparation speed
- Pallet stability
- Warehouse organization
- Shipping efficiency
As e-commerce demand continues to grow, automated palletizing plays an increasingly important role in logistics operations.
Integration with Existing Production Lines
One concern many facilities have when implementing automation is how well palletizing systems will integrate into existing operations.
Modern palletizers are designed to communicate directly with:
- Packaging equipment
- Conveyors
- Warehouse systems
- PLC controls
- Stretch wrappers
- Labeling systems
This allows facilities to automate end-of-line handling without completely redesigning production processes.
Automation integrators typically customize layouts around existing workflows, floor space constraints, and throughput goals.
The Future of Palletizing Automation
Palletizing technology continues evolving alongside broader industrial automation trends.
Modern systems increasingly incorporate:
- AI-assisted vision systems
- Predictive maintenance monitoring
- Real-time production analytics
- Remote diagnostics
- Smart conveyor coordination
- Collaborative robotics
These technologies are helping manufacturers create more connected, data-driven production environments capable of adapting quickly to changing operational demands.
Final Thoughts
Automated palletizers have become essential tools for manufacturers and distribution facilities seeking greater efficiency, consistency, and scalability.
By improving throughput, reducing repetitive manual labor, and creating more reliable pallet builds, palletizing systems help facilities optimize production while improving workplace safety and operational stability.
Whether implemented in food processing, agriculture, manufacturing, or logistics environments, robotic palletizing provides a flexible and long-term solution for handling growing production demands.
As automation technology continues to advance, palletizers will remain a foundational part of modern industrial operations focused on speed, reliability, and sustainable growth.
